
Главные выводы
- Контроль предотвращает выпуск брака, который может привести к авариям.
- Снижает затраты на переделку деталей и списание материалов.
- Гарантирует взаимозаменяемость деталей (вы сможете купить запчасть, которая точно подойдет).
- Позволяет вовремя обнаружить износ инструмента и сбои в работе станков.
Почему нельзя просто доверять станку?
Многие думают, что современные станки с ЧПУ делают всё идеально. Но техника врет. Режущий инструмент изверзает стружку и постепенно стачивается, температура в цеху меняется, металл «дышит» (расширяется от тепла), а заготовки могут иметь внутренние напряжения. Если не проверять детали, вы получите «плавающий» размер. Сегодня деталь в допуске, а завтра она уже не лезет в отверстие. Когда мы говорим про контроль в машиностроении, мы имеем в виду борьбу с этой неопределенностью. Без постоянного мониторинга завод превратится в лотерею: один из десяти агрегатов будет работать идеально, а остальные девять отправятся в лом. Это не только убытки, но и репутационный риск. Если тормозная система в автомобиле будет собрана с нарушением зазоров, цена ошибки - человеческая жизнь.Виды контроля: когда и что проверять
Чтобы не тратить время на бессмысленные замеры, промышленность делит контроль на несколько этапов. Каждый из них решает свою задачу.Сначала идет входной контроль. Представьте, что вам привезли партию стали, но она оказалась слишком мягкой или с примесями. Если отправить её в производство, вы испортите и инструмент, и время, и детали. На этом этапе проверяют сертификаты качества и делают пробные тесты на твердость и химический состав.
Затем вступает в дело операционный контроль. Это проверка прямо в процессе обработки. Оператор замеряет деталь после первой операции, чтобы убедиться, что станок настроен верно. Если обнаружена ошибка, её исправляют сразу, не дожидаясь, пока деталь пройдет через все пять цехов и станет окончательно непригодной.
Финальный этап - приемочный контроль. Здесь деталь проходит «экзамен» перед тем, как отправиться на склад или в сборку. Это итоговая сверка с чертежом, проверка шероховатости поверхности и точности геометрии.
| Этап | Что проверяем | Цель | Риск при пропуске |
|---|---|---|---|
| Входной | Сырье, материалы | Отсечь плохой материал | Массовый брак всей партии |
| Операционный | Промежуточные размеры | Поправить настройки станка | Порча детали на поздних этапах |
| Приемочный | Готовое изделие | Подтвердить качество | Поломка у клиента / Авария |
Инструменты: чем меряем точность
В зависимости от того, какой зазор нам нужен, используются разные инструменты. Для грубых замерков подойдет обычный штангенциркуль, но в прецизионном машиностроении он бесполезен. Для измерения микрон используют микрометры. Они позволяют видеть разницу в одну сотую или даже одну тысячную миллиметра. Если нужно проверить, насколько идеально круглая деталь или нет, в ход идут индикаторные головки и измерительные стойки. В современном мире ручной замер дополняется КИМ (Координатно-измерительные машины). Это огромные роботы с высокоточными датчиками, которые «ощупывают» сложную деталь (например, блок цилиндров) и создают её точную цифровую карту. Это позволяет сравнивать реальную деталь с 3D-моделью из CAD-системы за считанные минуты.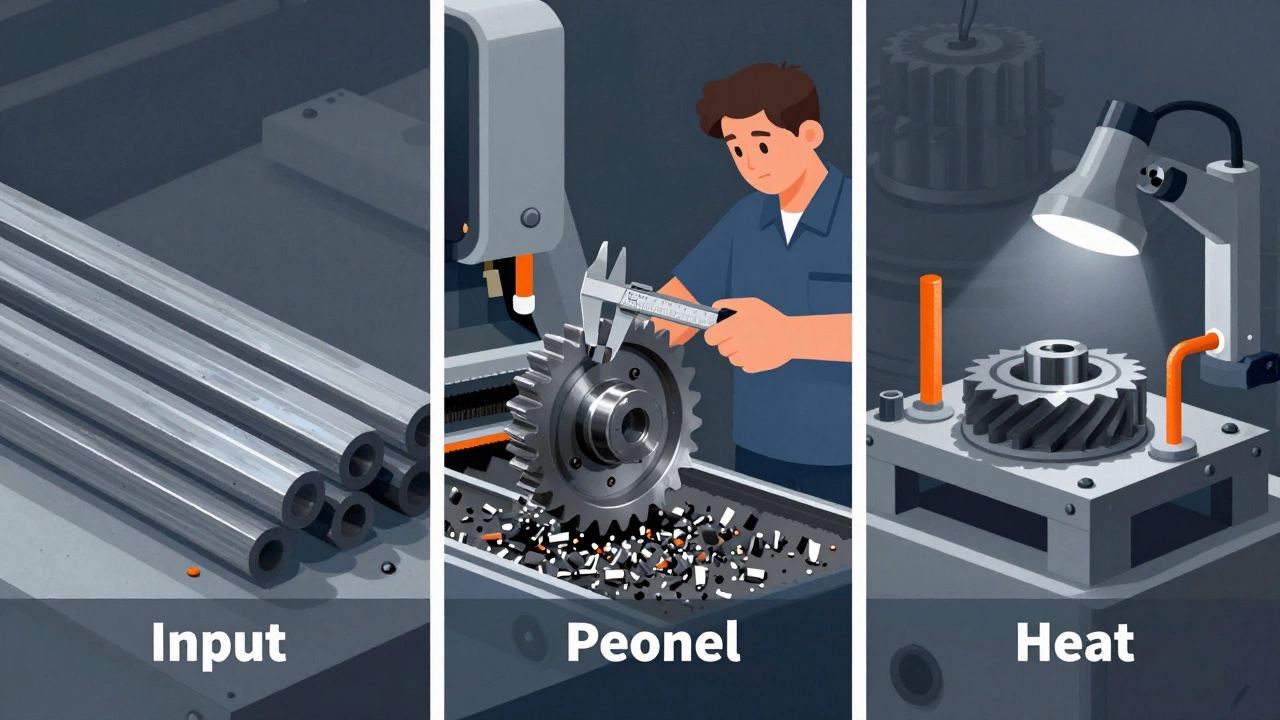
Неразрушающий контроль: заглянуть внутрь металла
Иногда деталь выглядит идеально снаружи, но внутри неё есть трещина или пустота, которая рано или поздно приведет к разлому. Вырезать деталь пополам, чтобы проверить, нельзя - она станет бесполезной. Здесь на помощь приходит неразрушающий контроль (НКД). Самый популярный метод - ультразвуковая дефектоскопия. Прибор посылает звуковой импульс сквозь металл. Если импульс отражается раньше времени, значит, внутри есть трещина. Похожим образом работает рентгеновский контроль, который буквально «просвечивает» сварные швы на наличие пор и шлака. Также используют капиллярный метод: на деталь наносят специальный цветной краситель, который затекает в мельчайшие трещины. После очистки поверхности трещина остается ярко-красной полосой, которую невозможно пропустить.Связь контроля с экономикой завода
Контроль часто воспринимают как «тормоз» производства. Мол, зачем тратить время на замеры, если нужно гнать план? Но это опасное заблуждение. В индустрии есть понятие «стоимость ошибки». Если вы нашли брак на этапе заготовки, вы теряете стоимость куска металла и 10 минут работы станка. Если вы нашли тот же брак в собранном узле, вы теряете стоимость всех деталей, время сборщиков, время на разборку и переделку. А если брак обнаружил клиент в поле, вы теряете репутацию, платите огромные штрафы по гарантии и, возможно, сталкиваетесь с судебными исками. Поэтому внедрение статистического управления процессами (SPC) позволяет заводам не просто фиксировать брак, а предсказывать его. Анализируя графики отклонений, инженер понимает: «Размеры начали медленно расти, значит, через два часа инструмент затупится». Смена инструмента происходит *до* того, как появится первая бракованная деталь.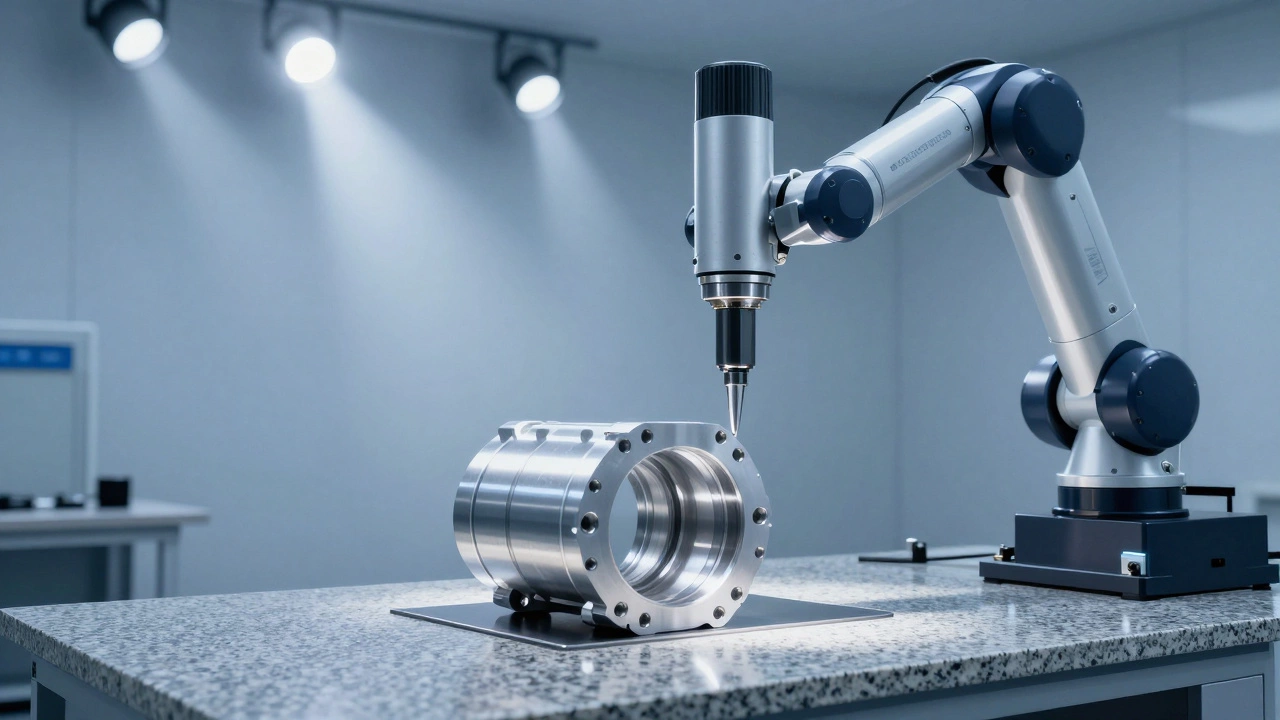
Взаимозаменяемость и стандарты
Без строгого контроля была бы невозможна современная логистика. Почему вы можете купить подшипник в любом магазине и он точно встанет в ваш узел? Потому что существуют ГОСТы и международные стандарты ISO. Эти документы определяют допуски и посадки. Допуск - это разница между максимальным и минимальным допустимым размером. Например, если вал должен быть 20 мм с допуском ±0,01, значит, всё, что от 19,99 до 20,01 - это годная деталь. Контроль гарантирует, что эти цифры соблюдаются. Без этого каждый завод производил бы свои уникальные детали, и вы не смогли бы заменить одну гайку, не перетачивая весь механизм.Можно ли полностью автоматизировать контроль в машиностроении?
Почти. Сейчас активно внедряются системы машинного зрения и лазерные сканеры, которые проверяют детали прямо в станке. Однако финальное решение о приемке сложных узлов или анализ результатов неразрушающего контроля всё еще требует квалифицированного специалиста-контролёра.
Что такое «нулевой брак» и реально ли его достичь?
Это концепция Six Sigma (Шесть Сигм), где цель - свести количество дефектов до 3,4 единиц на миллион операций. Достичь абсолютного нуля в массовом производстве почти невозможно из-за износа оборудования и человеческого фактора, но стремление к этому уровню точности радикально снижает затраты.
В чем разница между метрологией и техническим контролем?
Метрология - это наука о измерениях. Она отвечает за то, чтобы приборы были точными, откалиброванными и правильно работали. Технический контроль - это практическое применение этих измерений для оценки качества конкретной детали.
Какие самые частые причины брака, которые выявляет контроль?
Чаще всего это тепловые деформации (деталь измерили горячей, она остыла и «села»), износ режущей кромки инструмента, неправильная установка заготовки в патроне или ошибки в программном коде ЧПУ.
Помогает ли контроль сократить время производства?
На первый взгляд кажется, что замеры тормозят процесс. Но на деле операционный контроль сокращает время за счет исключения переделок. Исправить ошибку на первой операции в 10 раз быстрее, чем переделывать готовую деталь.




